







PD16C қос үстелді гантриге арналған жылжымалы CNC пластиналы бұрғылау машинасы




| Тауар | Параметр атауы | Параметр мәні |
| Табаққаөлшем | Табаққақабаттасудың қалыңдығы | Макс.80 мм |
| Ені * ұзындығы | 1000 мм×1650 мм 1 дана | |
| 825 мм×1000 мм 2 дана | ||
| 500 мм×825 мм 3 дана | ||
| Бұрғы диаметрі | Φ12мм-Φ50мм | |
| Айнымалы жылдамдық әдісі | Инвертордың сатылы емес жылдамдықты өзгертуі | |
| Айналу жылдамдығы(RPM) | 120-560 айн/мин | |
| Фид өңделіп жатыр | Гидравликалық сатылы жылдамдықты реттеу | |
| Табаққақысу | Қысқыш қалыңдығы | 15-80 мм |
| Қысқыш цилиндрлер саны | 12个 | |
| Қысқыш күш | 7,5 мың тонна | |
| Мотор | Шпиндельді қозғалтқыш | 5,5 кВт |
| Гидравликалық сорғы қозғалтқышы | 2,2 кВт | |
| Чипті конвейерлік қозғалтқыш | 0,4 кВт | |
| Салқындату сорғысының қозғалтқышы | 0,25 кВт | |
| X осьті серво қозғалтқыш | 1,5 кВт | |
| Y осьті серво қозғалтқыш | 1,0 кВт | |
| Машина өлшемі | Ұзындығы*ені*биіктікt | шамамен 3160*3900*2780 мм |
| Уайт | Машина | шамамен 4000 кг |
| Чиптерді алып тастау жүйесі | шамамен 400 кг | |
| Инсульт | X осі | 1650 мм |
| Y осі | 1000 мм |
1. Бұл машина негізінен төсек, портальды, транспозиция үстелінен (қос үстел), бұрғылау қуат басынан, гидравликалық жүйеден, басқару жүйесінен, орталықтандырылған майлау жүйесінен, жоңқаны кетіру жүйесінен, салқындату жүйесінен, тез ауыстырылатын патроннан және т.б. тұрады.
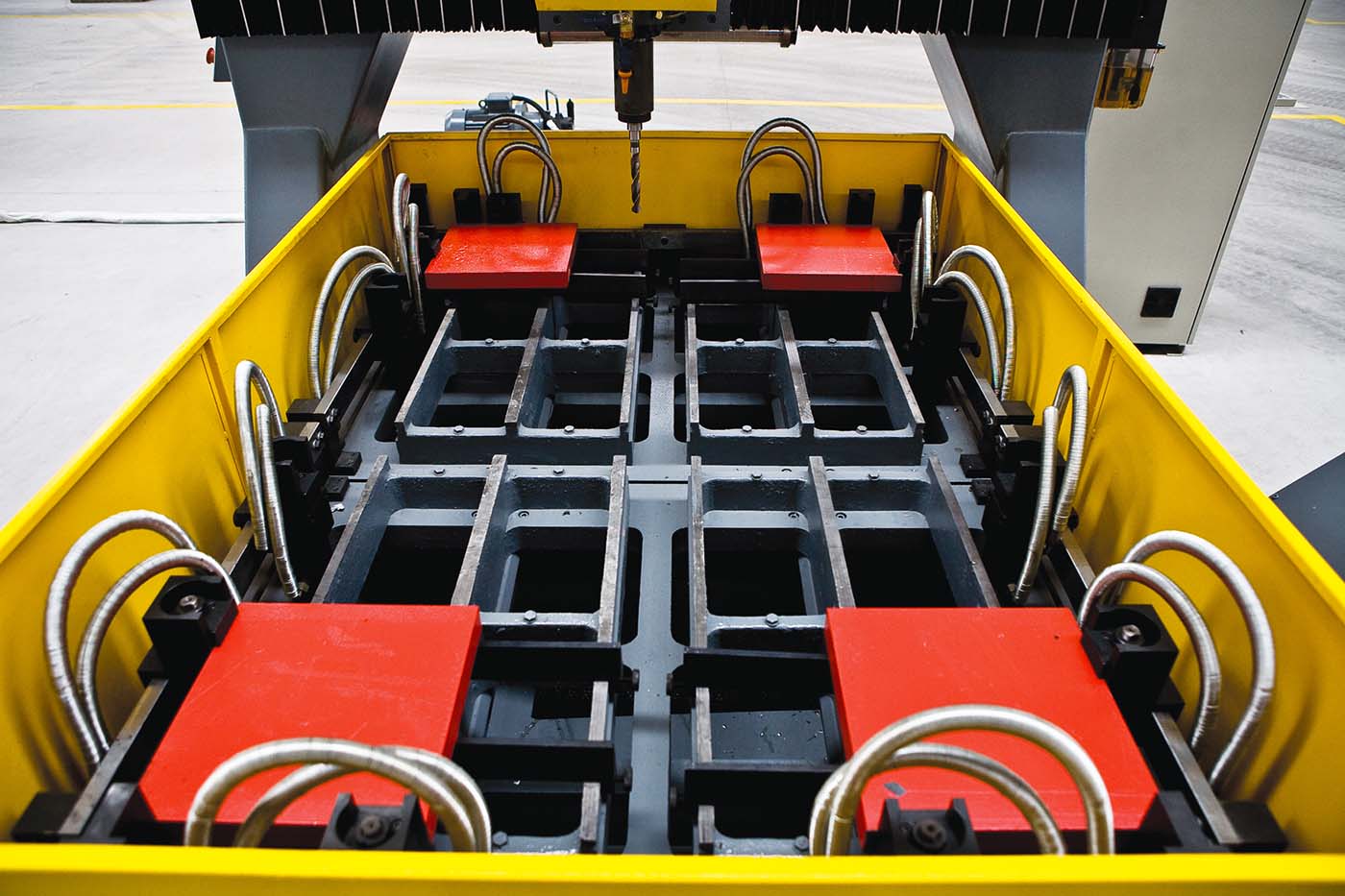
2. Бұл машина бекітілген төсек және жылжымалы гантри түрін қабылдайды. Гантри, төсек және жұмыс үстелінің барлығы дәнекерленген құрылымдар болып табылады және ескіруден кейін дәлдік тұрақты болады. Пластина гидравликалық қысқыштармен қысылады, ал оператор аяқ қосқышымен басқарылады, бұл ыңғайлы және еңбекті үнемдейді;


3. Бұл машинада 2 CNC осі бар: гантридің қозғалысы (x осі); гантри арқалығындағы бұрғылау қуатының басының қозғалысы (y осі). Әрбір CNC осі айнымалы ток серво қозғалтқышы + шарлы бұрандамен тікелей басқарылатын дәл сызықтық илемдеу бағыттауышымен басқарылады. Икемді қозғалыс және дәл орналастыру.
4. Гидравликалық автоматты басқару соққысымен бұрғылау қуат басы - біздің компаниямыздың патенттелген технологиясы. Қолданар алдында ешқандай параметрлерді орнатудың қажеті жоқ, ал жылдам алға, жұмысты алға және жылдам кері айналдыру арасындағы түрлендіру электрогидравликаның біріккен әрекеті арқылы автоматты түрде жүзеге асырылады.
5. Бұл станок функционалды бөлшектердің жақсы майлануын қамтамасыз ету, станоктың жұмысын жақсарту және оның қызмет ету мерзімін ұзарту үшін қолмен басқарудың орнына орталықтандырылған майлау жүйесін қолданады.
6. Басқару бағдарламасы біздің компаниямыз тәуелсіз әзірлеген бағдарламаланатын контроллермен сәйкес келетін жоғарғы компьютерлік бағдарламалау бағдарламалық жасақтамасын қабылдайды.



Компанияның қысқаша профилі  Зауыт туралы ақпарат
Зауыт туралы ақпарат  Жылдық өндіріс қуаты
Жылдық өндіріс қуаты  Сауда мүмкіндігі
Сауда мүмкіндігі 
Өнім санаттары
-

Болат табақтарға арналған PLD2016 CNC бұрғылау машинасы
-

PLD3030A&PLD4030 Гантри мобильді CNC бұрғылау ...
-

PD30B CNC плиталарына арналған бұрғылау машинасы
-

PDDL2016 типті интеллектуалды... техникалық құжаты
-

PLD7030-2 Гантри мобильді CNC пластиналы бұрғылау машинасы
-

Болат пластиналарға арналған PHD2020C CNC бұрғылау машинасы